一.PUR热熔复合机简介
PUR热熔复合机是一种使用无溶剂环保型PUR热熔胶,能贴合布和布、布和薄膜、布和海绵等各种市场所需的复合材料。复合成品具有环保无毒,粘著性及柔软性均佳、耐高低温、湿气反应后不易受温度影响、弹性持久、耐磨、耐油、抗老化等特点。此外PUR有优异的雾面效能,低析出物质及中性颜色特征,可应用于须重复消毒的医疗产品上。用PUR热熔复合机复合的成品具有更低的损耗率和更高的水洗牢度。PUR热熔复合机可完全取代传统溶剂型贴合设备,生产全程不使用易燃易爆及有毒的溶剂型胶水,工厂无安全隐患,符合国家安监部门的安全要求;可使一线工人远离溶剂对身体的危害,复合成品无溶剂残留,完全符合出口环保标准,具有极大的社会效益。
二.东莞市金柏林机械厂PUR热熔复合机
2.1产品图示
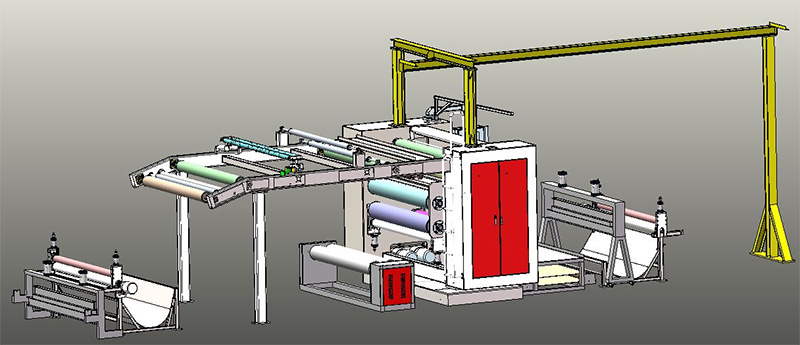
2.2参考参数
工作材料宽:1650mm
机械轮辐:1800mm
设备线速:0-35m/min
设备尺寸:9900*3300*3200(长*宽*高)
导热油加热功率:24kw和12kw可调热油循环180℃(max)
设备总功率:60kw
电力供应:380v50hz
设备总重量:7500kg
2.3设备特性
PUR热熔复合机设备操控采用可编程式PLC设计及人机界面控制。操作人性化,维护简单,无张力放料装置,搭配加热循环系统,方便控制胶水温度升降及稳定度,贴合材料及成品根据需求可采用中心卷取或表面卷取方式,上胶方式分为点胶及全面涂布两种选项。
2.4设备特征
a.所用热熔胶不含溶剂,是理想的绿色环保胶粘剂
b.热熔胶粘合牢度强,少量的胶便可达到传统胶粘剂的强度
c.油热源,加热速度快,热量稳定均匀
d.熔胶系统独立出来,熔胶充分速度快
e.点状网纹上胶,成品透气好,立体感强
f.制品无残存溶剂,生产无污染排放问题,节省能源,占地面积小
g.复合的过程湿固反应,不可逆,粘合牢度好,耐水洗
h.机台人性化设计,PLC人机界面操控,间隙调节精准,节省操作人员
i.复合过程全联动控制,基材无拉伸,质轻柔软,手感好
j.PUR热熔胶不含水和溶剂,无需烘干,复合速度快
k.兼具小量多样化的生产设计,节省成本,数位化的控制系统,使操作性更为良好
三.生产示意图
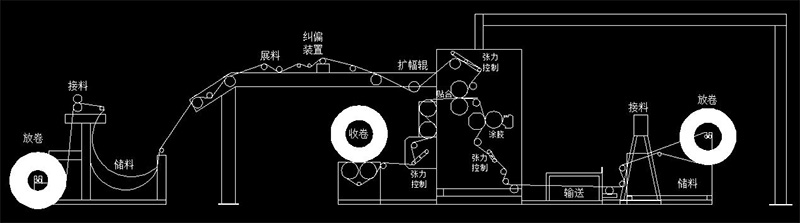
3.1操作注意事项
a.操作者只有在完全熟悉,掌握机器的性能及工作原理后方可操作本机,切勿乱开、乱动。
b.生产前应检查电缆、断路器、接触器、电机等电器是否符合要求。
c.生产前须检查三相电源是否均衡,严禁缺相启动设备。
d.生产期间应检查各旋转接头是否安全,管路是否畅通,有无破损、漏油。
e.生产前应检查各气压表是否正常,气路有无漏气。
f.生产前须将热油机打开,待温度升至工艺要求温度后方可生产。热油机工作时,严禁用手触摸输送油管。
g.生产前,应检查各液压站、减速机、轴承瓦盒、丝杠等润滑情况,应正确及时的加注液压油和润滑油。
h.停机后,必须及时清洗胶槽及刮胶附件、网纹辊,清除机器各部分残胶及污垢,以备下次使用。
i.保持各传动辊表面干净无异物。
3.2维护与保养
a.减速器每使用六个月应更换润滑油一次。
b.热油机每使用六个月应更换350#导热油一次。
c.液压油箱每使用六个月应更换N46或N32抗磨液压油一次。
d.每月至少检查一次液压油箱、热油机油箱,清除油垢,排除杂质,加足润滑油及导热油。
e.轴承、丝杠等每班次须加注润滑油。
f.链条每班次要检查保证正常润滑并及时张紧。
g.每班次检查各连接部件、紧固件是否松动和脱落,并及时紧固。
h.每班次检查油泵、油缸、分配阀、油管等连接处是否有漏油现象。
四.操作说明
1、使用本设备前,请检查设备门是否关好、周围人员是否站在危险标志处。
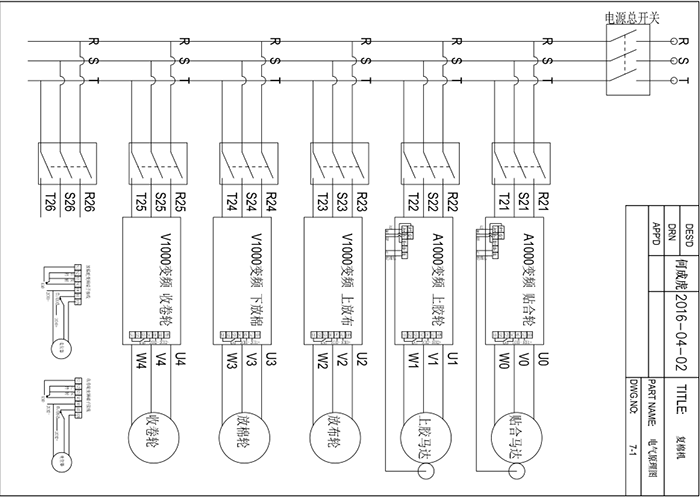
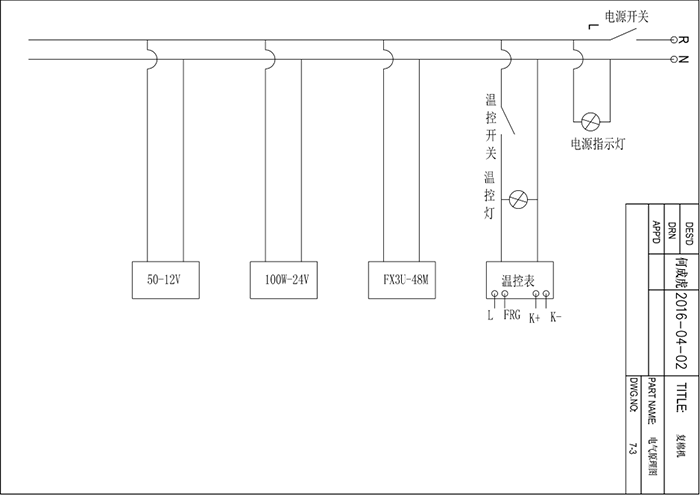
2、图1:旋转开关(电源开关)启动机台控制电源,机台通电并电源指示 灯点亮(图1,左边);旋转开关(温度开关)启动温控系统电源,温控指示 灯点亮(图1,中间);旋转开关(天车开关)启动天车电源,天车指示 灯点亮,天车控制手柄可以正常使用。
3、图2功能使用说明;
1)启动:点击此按钮将启动设备运行,并将展布辊马达启动恒定运转。
2)停止:点击此按钮将停止全部设备运行(请在低速-10M/分速度一下操作,否则将出现未知问题).
3)加速:当设备启动后,需要点动或长按此按钮,以便设备提速,当达到所需速度后松开此按钮。
4)减速:当设备启动后,点动或长按此按钮,将降低当前的运行速度。
5)紧急停止:当设备或产品出现错误,或其他紧急情况,按下此按钮,设备将强行停止运行,若需重新运行,请排除问题后,松开此按钮并重新点击启动,和加速。
6)刮刀:此选择开关在注入胶水前打开,并于清洗上糊轮,或放掉胶水的情况下才能关闭,否则将不能正常做产品!(产品没有胶水)运行中请务必 不要打开此开关!
7)上糊轮:此选择开关请在启动后,加速前关闭,并与停止后,马上打开!否则将出现下方卷的产品随着上糊轮转动而带动!运行中请务必 不要打开此开关!
8)贴合轮;此选择开关请在穿好产品时关闭,并与清洗机台时打开!运行中请务必 不要打开此开关!
9)对边光电:此为三段选择,可以左右选择,调节上方卷产品的对标感应电眼位置!随着产品的边沿不同而调整!请时刻注意它的调整范围!!!
10)前对边电源:此选择开关请在启动前务必打开,以保证下方卷产品的直线!
11)后对边电源:此选择开关请在启动前务必打开,以保证上方卷产品的直线!
图3功能说明:

1)启动、停止、加速、减速,轻参考3.1/2/3/4.
2)反转/停/正转:表示收卷系统的运行方向。
3)单动/停/联动:请注意,单动:代表着收卷系统独立运行,依靠—单动调速 旋钮设定的速度来运行;联动:代表着收卷系统依靠-加速/减速 来跟随速度。
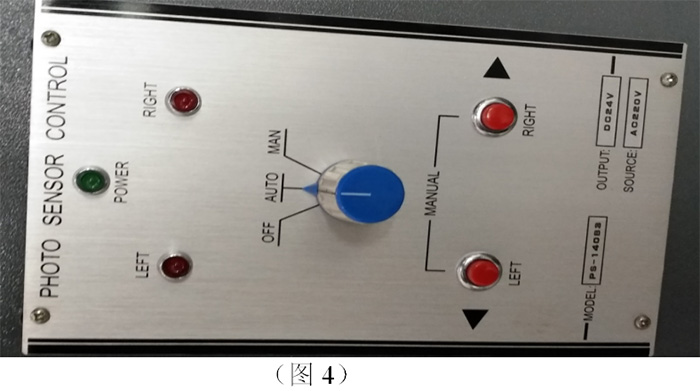
5、图4 对边控制器说明:
1)请把档位调为中间AUTO自动档!
2)POWER 电源指示灯。
3)若需要手动测试,请把旋钮调为 MAN 手动模式,并操作左右箭头来调整(注:箭头方向和移动方向并不一定一致!)
4)注:正常情况下请不要操作此面板!!!!
6、图5下方卷熔接说明:
1)电源开关:给本分部接通电源。
2)热熔时间代表着加热熔接时间!
3)冷却时间代表冷却定型时间!
4)当灰色踏板踩下时(瞬间动作,只需要踩一下),熔接系统运行,下压气缸动作,加热开始计时,时间到接通冷却计时,计时到达气缸上升回位,并结束!

7、图6上方卷产品熔接说明:
1)熔接时间、冷却时间、动作流程请参考图5说明。
2)运行方向:此按钮带动正上方电机运行!
8、气压调节说明:
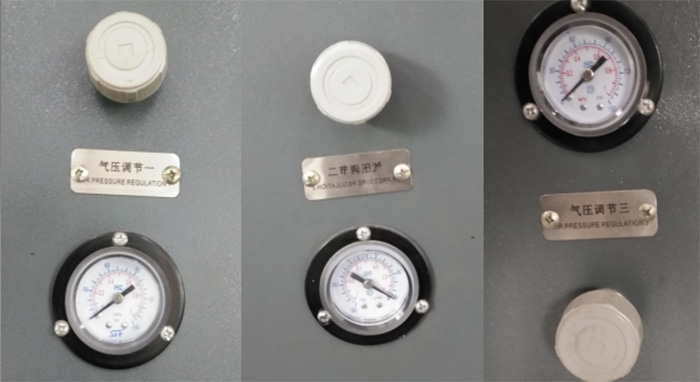
1)气压调节1:调节上方卷摆杆张力。
2)气压调节2:调节下方卷摆杆张力。
3)气压调节3:调节卷取摆杆张力。
4)右旋气压增大,左旋气压减小。
9、图7开机页面。
1)左上角,显示出厂日期。
2)上面显现设备生产商。
3)中间显示设备中文名称和设备型号。
4)左下方 按钮进入系统。
5)下方显示当前日期,时间。

10、图8监控显示主页面。
1)速度显示:当前运行速度。
2)上限速度:显示设定的最高速度。
3)产量显示:当前产品中量。  清零中产量
清零中产量
4) 设定产量基本单位为765.
设定产量基本单位为765.
5) 机台注入胶水后,防止胶水干,清打开此按钮,并设定相应的频率速度。
机台注入胶水后,防止胶水干,清打开此按钮,并设定相应的频率速度。
6) 此为各个界面切换按钮。
此为各个界面切换按钮。
11、参数设定界面通过单击 进入。
进入。
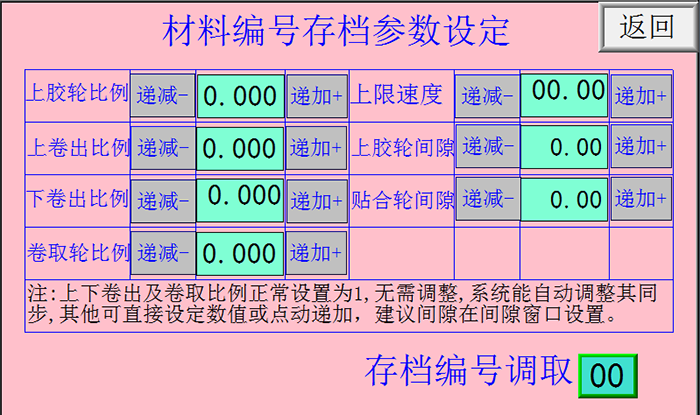
此界面设定各个马达之间的速度比例和最高限速、间隙!并通过 
 来微调数据!
来微调数据!  此功能为存储记忆档案编号切换不同配方数据!(自己更改编号后输入对应参数,通过编号来调取)
此功能为存储记忆档案编号切换不同配方数据!(自己更改编号后输入对应参数,通过编号来调取)
12、摆臂监控界面,通过  单击进入。
单击进入。
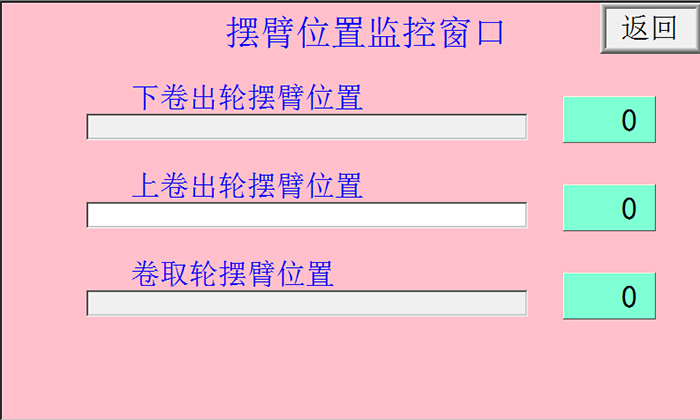
此界面实时显示当前摆臂位置!修正对应马达速度!
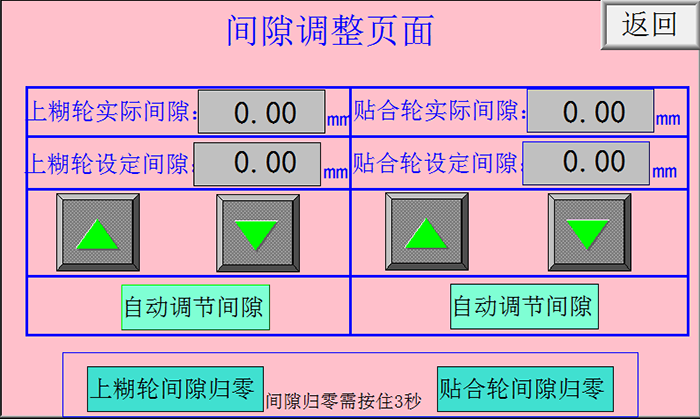
13、间隙调整页面,通过单击  进入。
进入。
1)上糊轮于刮刀之间的间隙(即是上胶水的厚度)。
2)贴合轮之间的间隙(即是上方卷产品与下方卷产品贴合紧密度)。
3)设定好间隙数据后,单击对应的自动调整,实际间隙会调整到设定间隙距离(误差为0.02——0.05)。
4)若需重新调整,请手动调整实际外部间隙为零后,按住间隙归零按钮 3秒以上,当前的实际间隙将从归零。
14、报警界面,通过  单击进入。显示实时报警。
单击进入。显示实时报警。

单击  进入历史报警页面,如下:
进入历史报警页面,如下:
至此界面操作全部说明。